


La transizione all’elettrico nell’automotive non comporta solo un cambiamento radicale del sistema propulsivo delle auto; ma anche e soprattutto un nuovo modello di fabbrica, che ha poco a che vedere con la vecchia catena di montaggio – la procedura standard nata con Henry Ford ed evolutasi nel corso dei decenni. Lo si scopre, ad esempio, nello stabilimento Mirafiori di Stellantis, lì dove si realizza la Nuova 500, discendente diretta – ma in versione elettrica, moderna, e con una parziale guida autonoma – dell’auto che 65 anni fa ha rivoluzionato l’industria di settore e reso accessibile agli italiani la mobilità. Di questi nuovi veicoli nel 2021 a Mirafiori ne sono state fabbricati 54mila, on-demand e uno ogni 2 minuti e 56 secondi delle otto ore lavorative. Ma quanto è diversa questa linea di produzione rispetto a quelle per la costruzione delle macchine a motore endotermico? E cos’è cambiato?
Anzitutto, la linea è molto più automatizzata. D’altra parte la Nuova 500 si realizza assemblando 2.700 componenti, contro i 4mila di una comune auto a motore termico. Il propulsore è molto più semplice e, insieme alle batterie e agli assali anteriore e posteriore, viene inserito nella scocca dal basso, con un’operazione detta “marriage”, che non richiede l’intervento umano. Tante altre fasi sono completamente meccanizzate; e Agv, robot (di Comau) e cobot (di Universal Robots) svolgono gran parte delle funzioni materiali. Insomma, meno componenti consentono un’automazione più spinta, che a sua volta, determina una distribuzione del lavoro. Il personale svolge una quota crescente di funzioni di concetto e di controllo. Con l’auto elettrica, poi, sono nate figure “specialistiche”, ad esempio quelle legate all’high voltage e alla sicurezza, visto che in fabbrica si ha a che fare con batterie da 400 volt, il cui corretto funzionamento va verificato.




In secondo luogo – ed è una conseguenza dell’automazione – è molto più ergonomica. Per garantire la postura corretta, infatti, le postazioni di lavoro sono situate su una piattaforma ad altezza variabile. Gli effetti benefici sono molteplici. Si riduce la fatica fisica degli operatori; si scongiura il verificarsi di innaturali torsioni che possano causare danni fisici a lungo termine; e pertanto si diminuiscono i tempi di esecuzione. Infine, un ambiente di lavoro più salutare è anche più “appetibile”; e pertanto, considerata la difficoltà che i carmaker scontano nel reperire personale, non c’è dubbio che l’ergonomia sarà sempre più valorizzata.
Qual è dunque la sfida per Mirafiori tenuto conto che la transizione green non è a costo zero? E’ sicuramente quella di incrementare l’efficienza dello stabilimento. Ciò però non passa solamente attraverso e l’automazione, ma dal contenimento della spesa per la logistica e per l’energia, dalle economie di scala e dagli scambi di soluzioni e tecnologie con altri stabilimenti Stellantis. La visita di Industria Italiana a Mirafiori è avvenuta giorni fa: siamo stati assistiti da chi nello stabilimento si occupa ogni giorno della Nuova 500. A quanto ci risulta, Industria Italiana è stata la prima testata online ad intraprendere un viaggio di tale portata, grazie al quale sono stati realizzati cinque articoli approfonditi e altrettanti videoservizi.
Nella Stellantis di Mirafiori, plant bandiera dell’elettrificazione dell’industria automobilistica
Viaggio nello stabilimento di Mirafiori. Come si costruisce una 500 elettrica: il montaggio step by step
1) La verniciatura

La verniciatura precede il montaggio, ed è molto “green”. Infatti, si utilizza una grande varietà di vernici d’acqua, che riguardano sia lo sfondo sottostante che lo smalto colorato.
2) La linea Trim (fase 1)
Il montaggio inizia nella “linea Trim”, che si divide, sostanzialmente, in due serie di attività. Nella prima gli operai assemblano il cavo anteriore e posteriore, «nonché la pedaliera e la centralina con il sensore batteria intelligente, il cosiddetto Ibs, che serve per la misurazione di grandezze caratteristiche come la tensione e la temperatura» – afferma lo shift manager assembly shop 500 Bev Claudio Sammarco. Dopodiché si lavora al completamento del vano portellone e di quello del cofano, ma non alle porte. Nella seconda si inseriscono il tappeto, gli interni, il montante A (quello vicino al parabrezza), B (quello a livello delle spalle del guidatore) e C (quello all’altezza del passeggero). La plancia viene montata in una linea dedicata. «A questo punto – continua Sammarco – la macchina è pronta al 60%. Si tratta di inserire il cristallo parabrezza, il lunotto e le terze luci; poi, lo spoiler e il light bar (rispettivamente, sopra e sotto il lunotto)».
3) Lo chassis (fase 2)

Una fase particolare della lavorazione viene detta chassis, che a sua volta si suddivide in quattro sottofasi. Nella prima di queste la macchina viene sottoposta ad un primo check, per valutare la correttezza delle operazioni attuate lungo la linea Trim, comprese quelle relative alle finiture e all’impianto elettrico. Se è tutto a posto, l’auto procede nel suo iter di montaggio. In secondo luogo, si installano i batticalcagno, il portellone, il condizionatore con relativi tubi.
Solo a questo punto si dà vita al “marriage”. Parola che significa matrimonio, dal momento che si uniscono la meccanica e la scocca in modo automatico. La prima si trova su un pallet che viene sollevato dal basso e si congiunge alla seconda, che transita in alto. Della prima fanno parte gli elementi meccanici, e quindi i gruppi ruota e la piattaforma principale che comprende la batteria e il motore elettrico ed è composta dall’Edm (electric drivetrain module, ovvero il modulo di trasmissione elettrica) e dal Peb (Power Electric Bay, ovvero il vano dell’alimentazione elettrica). Dopodiché si passa ad azioni di completamento. Si pensi all’avvitamento sotto la scocca, o al montaggio del front-end, all’inserimento del volante, dei paraurti anteriori e posteriori e dei fanali posteriori.
4) Il montaggio finale (fase 3)
«A questo punto la macchina va in final, si montano le ruote, le minigonne, si inseriscono i fluidi, l’olio dei freni e i paraurti, le porte» – afferma Sammarco. Di fatto la macchina è completa.
5) I controlli (fase 4)

Anche se l’auto è finita, non è ancora pronta per essere rilasciata. Il veicolo viene infatti sottoposto a rigidi controlli di qualità. «Molto importante è il check dell’impianto elettrico e delle finiture esterne ed interne. Se si riscontrano dei problemi, si cerca di risalire alla fonte, “tornando indietro” alle diverse fasi del processo produttivo» – afferma Sammarco. Successivamente si svolgono i test di rollio e si verifica l’allineamento delle ruote. A questo punto «si concede la delibera di montaggio», per utilizzare un’espressione di Sammarco. Manca solo il test dinamico, qualche giro in pista svolto da un collaudatore.
«Le batterie poi, sono oggetto di controlli specifici. Quando arrivano nello stabilimento, sono poste in un magazzino e collaudate, soprattutto sotto il profilo della sicurezza. I test sono preparati da uno specifico settore, detto “high voltage”. Se le batterie superano l’esame, sono destinate ad essere assemblate al motore e all’inverter. E quando si fa ciò, è tutto scollegato, dal momento che questi accumulatori hanno un potenziale elettrico di 400 volt, e potrebbero essere causa di folgorazione» – afferma l’electric and electronic product specialist Filippo Riggi.
Turin Manufacturing District Mirafiori: dove vengono assemblate 500 elettrica e Maserati elettrica
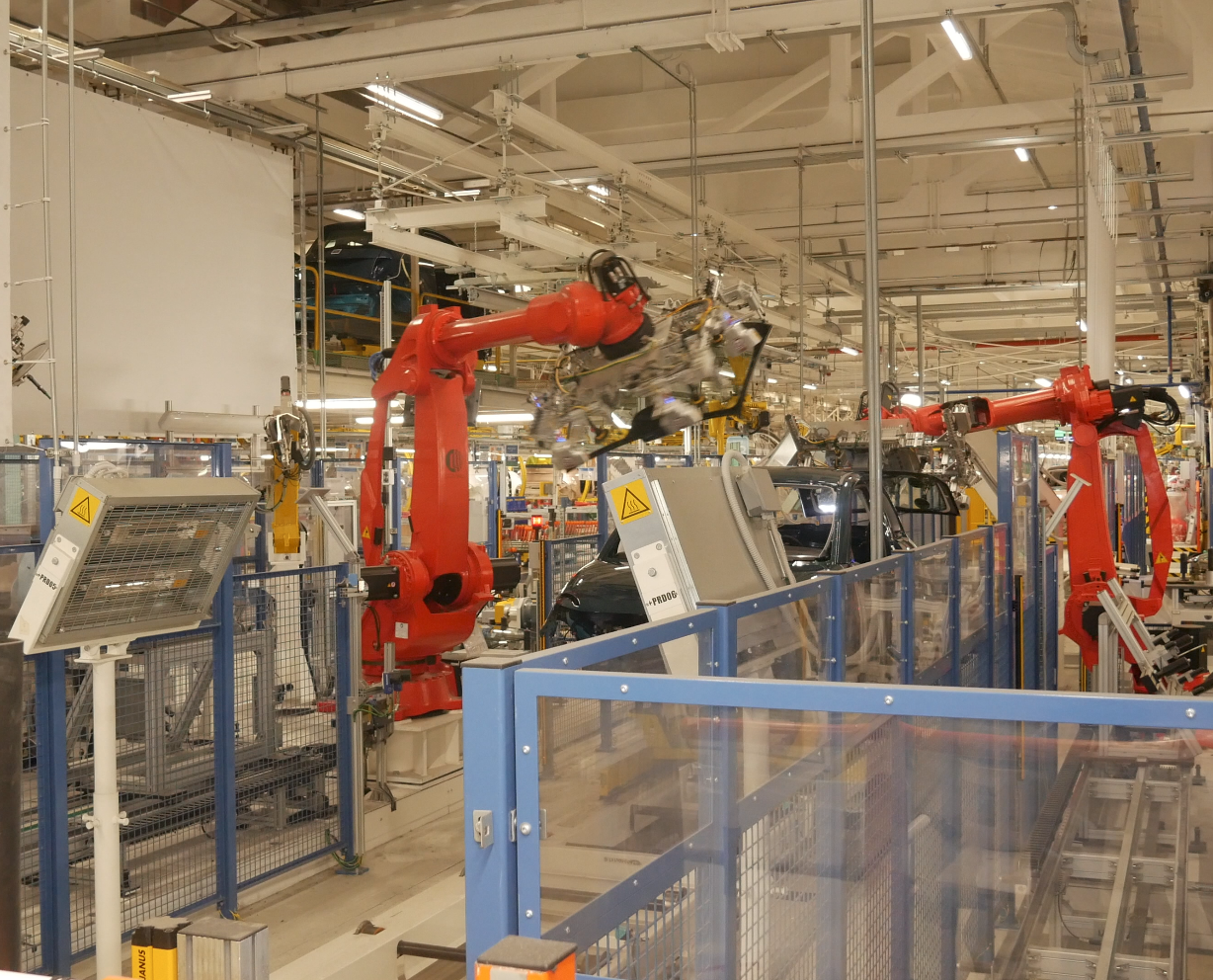
L’automazione

Lungo tutta la linea sono presenti veicoli a guida automatica, gli Agv, che servono per il trasporto delle componenti. che si muovono tutto intorno all’area, a partire dal “decking”, dove vengono caricati con i sottogruppi meccanici che nel frattempo gli addetti hanno preparato nella zona adiacente alla linea, assemblando i gruppi ruota, la batteria, il motore elettrico e i vari comandi di quest’ultimo. Questi mezzi consentono di aumentare il ritmo della produzione a seconda della necessità. Sono peraltro presenti 187 robot di Comau, che si occupano della lavorazione di alcune parti strutturali dell’auto, tra cui il pianale anteriore e posteriore, le scocche laterali e l’intelaiatura, che vengono assemblati e saldati per dare forma alla carrozzeria completa. Ma le competenze di Comau non sono solo nella costruzione di automi antropomorfi, collaborativi e non. Sono anche nella progettazione e ingegnerizzazione delle linee di assemblaggio e di altre parti a grande valore aggiunto.
In particolare, Comau ha sviluppato e attrezzato le linee di assemblaggio scocche dedicate alla lavorazione delle parti strutturali della Nuova 500, tra cui il pianale anteriore e posteriore, le scocche laterali e l’intelaiatura, che vengono assemblati e saldati per dare forma alla carrozzeria completa della macchina. Ogni robot è stato completamente equipaggiato da Comau per eseguire in modo efficiente tutti i processi speciali che la realizzazione di un’auto elettrica richiede, dai sistemi di manipolazione e alle pinze progettati su misura, ad uno speciale organo di presa stampato in 3D per la movimentazione dei componenti della carrozzeria. Comau ha inoltre integrato le linee con avanzati sistemi di visione per il controllo della qualità delle operazioni di spalmatura di materiale adesivo, sia durante la lavorazione che a fine ciclo. Per ottimizzare e velocizzare i cambi utensile a bordo linea, è stato progettato anche un articolato sistema di magazzini per mettere a disposizione in modo veloce e agevole tutte le diverse tipologie di utensili necessari per eseguire ogni applicazione in modo facile e veloce.

Infine Comau è intervenuta nella progettazione della linea robotizzata per l‘assemblaggio finale. Anche la laminatura è stata affidata ai robot. Il processo è effettuato “a caldo” per proteggere le lamiere dalle infiltrazioni d’acqua. Inoltre la zona del “glazing” è del tutto automatizzata: è quella dove si applicano i cristalli, cui abbiamo accennato. Qui dei robot dotati di camere a infrarossi leggono gli ingombri e le luci per collocare il cristallo sulla scocca con precisione millimetrica. «L’estrusione del collante viene effettuate su tutto il perimetro del cristallo. Poi, il robot esercita una forza considerevole per inserirlo, pari a circa 120 kg» – afferma il process improvement manager Michelangelo Lo Bianco. Va infine specificato che proprio in questi giorni Stellantis ha acquistato e installato a Mirafiori 11 cobot della Universal Robots, per automatizzare alcune complesse operazioni: la rullatura del telino paracqua sullo sportello della vettura; l’assemblaggio capote; la verifica dimensionale del telaio capote; la rivettatura tailgate con piantaggio rivetti a strappo sull’ossatura baule; l’avvitatura cofano; quella delle cerniere del “portino” e quella dei parafanghi. Alcuni fra questi cobot, dotati di speciali sistemi di visione, svolgono anche controlli di qualità.
L’ergonomia
L’ergonomia non è soltanto una conseguenza dell’automazione, anche se il rapporto fra l’una e l’altra è molto stretto, tanto che la prima non sarebbe possibile senza la seconda. Entrambe sono dimensioni che plasmano la fabbrica intelligente. Per questo oggi i grandi carmaker come Stellantis, Lamborghini, e Volkswagen e importanti supplier del’automotive come Bosch e Magneti Marelli sono in prima linea nella ricerca e innovazione in campo ergonomico. Cosa è stato realizzato sotto questo profilo a Mirafiori? Si accennava alla piattaforma ad altezza variabile: la scocca è appoggiata su un pantografo che si alza e si abbassa in funzione del tipo di operazione da eseguire, in modo che l’operatore possa lavorare sempre nella posizione più comoda.
Inoltre, cobot e robot disseminati lungo la linea sono disegnati per sollevare gli operatori da task manuali ripetitivi e fisicamente onerosi, permettendo agli addetti di essere applicati su processi a maggiore valore aggiunto. In particolare, le operazioni comportanti l’esercizio di pressioni fisiche sulla struttura dell’auto in costruzione – quelli che a lungo andare possono causare i più gravi risentimenti alle articolazioni del braccio e causare malattie muscolo scheletriche – sono oggi svolte da robot.
La personalizzazione delle auto con il mes

La Nuova 500 è prodotta on-demand: i modelli si fabbricano solo quando c’è un ordine di acquisto. Naturalmente, i clienti avranno comperato macchine con optional diversi. Come si fa a sapere cosa montare su questo o su quel veicolo? C’è uno strumento che “segue” l’auto lungo tutto il processo di costruzione, e che pertanto è indispensabile per la customizzazione: il Mes, acronimo di Manufacturing Execution System. È un software che serve a gestire il processo produttivo aziendale. È perciò quello strumento che realizza il collegamento diretto ai macchinari, e che pertanto consente l’allineamento della produzione. In pratica, grazie al Mes, si controlla la “fabbrica”.
Ma nella pratica, come funziona? Si tratta di un display a disposizione dell’operatore di linea. «Questi, di mattina, effettua il login con il suo tesserino, e si accerta che la sua postazione di lavoro sia in sicurezza. È proprio sullo schermo che l’operatore ha la possibilità di vedere “transitare” una vettura in particolare: compaiono, cioè, tutte le operazioni critiche che egli deve svolgere. E che poi “certificare”, nel senso che deve segnalare al sistema che sono state effettuate con esito positivo. Sempre su display, l’operatore vede gli optional da inserire» – afferma la masterplan manager Muriel Florian.
La ricerca dell’efficienza

Si diceva della differenza di costo fra auto elettrica e veicolo a motore termico. In generale, a Mirafiori si pensa che a regime, grazie ad economie di scala, il modello elettrico costerà di meno. «Ma è chiaro che anzitutto bisogna puntare sulla riduzione dei costi di produzione, per garantire la sostenibilità industriale ed economica del progetto; ma anche sul contenimento delle spese per la logistica e per l’energia. È un passaggio complesso, che va affrontato a 360 gradi» – afferma la Florian. Possono aiutare molto le sinergie che si stanno avviando all’interno del mondo Stellantis, fra i diversi stabilimenti. «Non esiste più un contesto Fca e uno Psa. Ora c’è Stellantis. Ci sono scambi intensi. C’è un confronto continuo sui processi, sulle metodologie: si applica ciò che funziona meglio. E, d’altra parte, gli indicatori sono gli stessi, e gli impianti parlano lo stesso linguaggio» – afferma il direttore di Mirafiori Luigi Barbieri.
La Nuova 500: una macchina diversa
1) Una 500 con il 96% dei componenti diversi rispetto al modello a scoppio

La percentuale di componenti condivisi tra la 500 elettrica e quella a benzina è molto bassa: il 4%. «Di fatto, si è scelto di riprogettare ex-novo la macchina, e di disegnare ab ovo la piattaforma, perché si trattava di rispondere ad esigenze diverse. La scocca, il sistema di propulsione, le finiture e la tecnologia di controllo sono differenti. È cambiato tutto. Questo non significa che Fca prima e Stellantis dopo abbiano allontanato il 96% dei fornitori: il grosso dei supplier è quasi lo stesso. Solo che questi ultimi sono impegnati su componenti nuovi» – afferma Barbieri.
2) Il cambio di paradigma: motore elettrico e la batteria
La Nuova 500 dispone di un motore elettrico da 70 kw o da 86 kw, equivalenti a 90 e 118 cv. È posto nei volumi anteriori dell’auto, ed è alimentato da una batteria al litio rispettivamente di 23,8 kwh e 42 kwh, situata sotto il pianale. Per la versione con la prima batteria, l’autonomia è di 180 km; per quella con la seconda, di 320 km nominali. La Nuova 500 prevede infatti tre modalità di guida: Normal, Range e Sherpa. Nella seconda si attiva la funzione “one-pedal drive”: è possibile guidare con il solo pedale dell’acceleratore, massimizzando le frenate rigenerative e di conseguenza l’autonomia. Nella terza si mettono in moto meccanismi per prolungare la durata della batteria; ad esempio, si limita la velocità massima a 80 km/h. Infine, la macchina è dotata di un sistema di ricarica rapida: bastano 5 minuti di charge per fornire all’auto un’autonomia di 50 km.
3) La guida assistita

La Nuova 500 è la prima city car elettrica dotata di sistemi di guida autonoma di livello 2 (Adas). Ad esempio, si può impostare la velocità e la distanza dal veicolo che precede l’auto; quest’ultima, peraltro, riconosce la segnaletica sulla strada e si mantiene al centro della corsia. Quanto ai parcheggi, al di sotto dei 13 kmh ben 11 sensori posti davanti, di lato e dietro la macchina abilitano un view parking a 360 gradi, rilevando ostacoli e avvisando il conducente degli oggetti circostanti. Invece, quando la velocità è compresa tra i 15 e i 140 kmh, l’auto avvisa il guidatore nel caso in cui un veicolo stia passando in un angolo cieco laterale o posteriore. Ancora, una telecamera posteriore ad alta definizione consente al guidatore di osservare tutto ciò che si trova dietro di lui. Inoltre, ad una velocità inferiore ai 130 kmh la macchina frena automaticamente evitando ostacoli lungo il tragitto, come pedoni e ciclisti. Infine, il sistema è in grado di monitorare i segnali di stanchezza del guidatore, che viene allertato con segnali acustici e visivi.
4) La connettività e infotainment
La Nuova 500, come altri modelli ex-Fca, dispone di nuovo sistema di infotainment, Uconnect 5. Dal punto di vista del’hardware, si tratta di un display di 12,3 pollici, con risoluzione UltraHD e un pannello da 15 megapixel; è visibile a guidatore e passeggeri. La tecnologia è legata al sistema operativo Android, e si possono configurare sino a cinque profili utente. Per fare che cosa? Potenzialmente, le funzioni sono tante: si possono ricevere contenuti multimediali, e ricevere servizi come Alexa o TomTom, o fare acquisti accedendo a specifici market abilitati. «E poi – continua Lo Bianco – è una app dove confluiscono i dati della macchina. Il sistema può avvisare il guidatore e dirgli che deve migliorare il dosaggio dell’acceleratore quando sterza in curva». Ci sono poi funzioni dedicate al green, ad esempio il Dynamic Range Mapping, che indica i punti di ricarica più vicini in funzione dell’autonomia residua delle batterie. Tutti gli aggiornamenti possono essere scaricati dal Cloud.
(Ripubblicazione dell’articolo pubblicato l’1 marzo 2022)









